This technique requires one part to be transmissive to a laser beam and either the other part absorptive or a coating at the interface to be absorptive to the beam. The two parts are put under pressure while the laser beam moves along the joining line.
The beam passes through the first part and is absorbed by the other one or the coating to generate enough heat to soften the interface creating a permanent weld.
Semiconductor diode lasers are typically used in plastic welding. Wavelengths in the range of 808 nm to 980 nm can be used to join various plastic material combinations. Power levels from less than 1W to 100W are needed depending on the materials, thickness and desired process speed.
Diode laser systems have the following advantages in joining of plastic materials
- Cleaner than adhesive bonding
- No micro-nozzles to get clogged
- No liquid or fumes to affect surface finish
- No consumables
- Higher throughput
- Can access work-piece in challenging geometry
- High level of process control
Requirements for high strength joints include
- Adequate transmission through upper layer
- Absorption by lower layer
- Material compatibility – wetting
- Good joint design – clamping pressure, joint area
- Lower power density
Transparent Laser Plastic Welding
New fiber laser technology allows for the output of longer laser wavelengths, with the best results typically around 2,000 nm, significantly longer than the average 808 nm to 1064 nm diode laser used for traditional laser plastic welding.[citation needed] Because these longer wavelengths are more readily absorbed by thermoplastics than the infra-red radiation of traditional plastic welding, it is possible to weld two clear polymers without any colorants or absorbing additives. Common Applications will mostly fall in the medical industry for devices like catheters and microfluidic devices. The heavy use of transparent plastics, especially flexible polymers like TPU, TPE and PVC, in the medical device industry makes transparent laser welding a natural fit. Also, the process requires no laser absorbing additives or colorants making testing and meeting biocompatibility requirements significantly easier.
Applications
Specific applications include sealing / welding / joining of: catheter bags, medical containers, automobile remote control keys, heart pacemaker casings, syringe tamper evident joints, headlight or tail-light assemblies, pump housings, and cellular phone parts.










 From welding of special gears for small batches of gearboxes, to rack-and-pinion steering gear, differentials, cylinder blocks, suspension arm strengthening ribs and advanced devices at the cutting edge of racing technology, you can depend on us to keep your team in pole position. We weld aluminum alloys, steel and titanium and resolve your high-tech welding issues. Prototype work is frequently undertaken.
From welding of special gears for small batches of gearboxes, to rack-and-pinion steering gear, differentials, cylinder blocks, suspension arm strengthening ribs and advanced devices at the cutting edge of racing technology, you can depend on us to keep your team in pole position. We weld aluminum alloys, steel and titanium and resolve your high-tech welding issues. Prototype work is frequently undertaken.
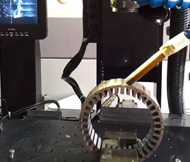 Standard motors have straight plain output shafts, and need gears or actuators welding on. Laser welding is ideal for its accuracy in aligning the gear and welding it firmly in place, and the low heat input avoids damaging the motor. Cars weld front wing trim actuators and gear selector motors for various teams.
Standard motors have straight plain output shafts, and need gears or actuators welding on. Laser welding is ideal for its accuracy in aligning the gear and welding it firmly in place, and the low heat input avoids damaging the motor. Cars weld front wing trim actuators and gear selector motors for various teams.
 The laser spot welding is an important aspect of laser process technology application. The spot welding process is thermal conduction, i.e. the laser radiation heats the surface of work piece, and the surface heat diffuses to the interior through thermal conduction and melts the work piece by controlling the width, energy, peak power and repeating frequency of laser pulse to form specific molten pool. Because of its unique advantage, it is widely used in the process of gold and silver jewelry and welding of mini and small parts.
The laser spot welding is an important aspect of laser process technology application. The spot welding process is thermal conduction, i.e. the laser radiation heats the surface of work piece, and the surface heat diffuses to the interior through thermal conduction and melts the work piece by controlling the width, energy, peak power and repeating frequency of laser pulse to form specific molten pool. Because of its unique advantage, it is widely used in the process of gold and silver jewelry and welding of mini and small parts.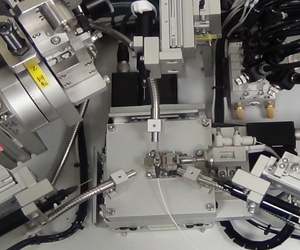 Pulse laser welders are electronically compatible and ideal for voltage sensitive applications. Precision automated or manual welding construction can be performed on electronic/industrial components with a high degree of accuracy, while eliminating the potential hazards of heat damage or thermal stress to complex manufacturing materials.
Pulse laser welders are electronically compatible and ideal for voltage sensitive applications. Precision automated or manual welding construction can be performed on electronic/industrial components with a high degree of accuracy, while eliminating the potential hazards of heat damage or thermal stress to complex manufacturing materials. For flat plate solar energy collectors, the aluminium sheet and copper tube is thin, traditional welding will cause irregularity in welding depth, blemish, and destroying the covering film of the collector.
For flat plate solar energy collectors, the aluminium sheet and copper tube is thin, traditional welding will cause irregularity in welding depth, blemish, and destroying the covering film of the collector.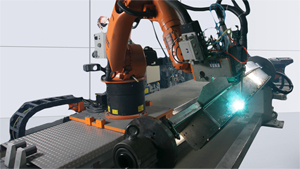 Laser Hybrid welding is a type of welding process that combines the principles of laser beam welding and arc welding. The combination of laser light and an electrical arc into an amalgamated welding process has existed since the 1970s, but has only recently been used in industrial applications.
Laser Hybrid welding is a type of welding process that combines the principles of laser beam welding and arc welding. The combination of laser light and an electrical arc into an amalgamated welding process has existed since the 1970s, but has only recently been used in industrial applications. We manufacture & supply an excellent assortment of our Glove Box Welding Machines, which is widely accepted by our clients all across the globe. Our such range is fabricated from high grade material that makes it more reliable and durable. These machines are very efficient as they are built using advanced technology.
We manufacture & supply an excellent assortment of our Glove Box Welding Machines, which is widely accepted by our clients all across the globe. Our such range is fabricated from high grade material that makes it more reliable and durable. These machines are very efficient as they are built using advanced technology. The Pillow Plate (or thermo plate) consists of two steel plates, connected by laser welding. After being welded together, the plate is inflated by using water pressure. The water pressure creates a specific single or double embossed profile – the pillow plate, through which the cooling or heating medium is conducted. While the thickness and the spot pattern is determined by the design pressure.
The Pillow Plate (or thermo plate) consists of two steel plates, connected by laser welding. After being welded together, the plate is inflated by using water pressure. The water pressure creates a specific single or double embossed profile – the pillow plate, through which the cooling or heating medium is conducted. While the thickness and the spot pattern is determined by the design pressure.



 It incorporates space saving design and ease of use. Its high cutting speed and very low operating cost makes the most affordable system on the market. The Lasersystem can cut both framed and frameless stencils, without requiring any changeover. The light weight motion system allows excellent positioning accuracy while maintaining cutting speeds that are the highest in its class.
It incorporates space saving design and ease of use. Its high cutting speed and very low operating cost makes the most affordable system on the market. The Lasersystem can cut both framed and frameless stencils, without requiring any changeover. The light weight motion system allows excellent positioning accuracy while maintaining cutting speeds that are the highest in its class.